در این مقاله به بررسی انواع قالب های تزریق پلاستیک ها و روش های تهیه و استفاده از آن ها استفاده میشود. که پلاستیک ها به دو گروه تقسیم می شوند ، 1.قالب های ترموپلاستیک 2. قالب های ترموست (باکالیت) :
قالب های ترموپلاستیک:
گروه ترموپلاستیک ها یا گرمانرما که بر اثر دیدن حرارت خمیده گشته وبا کم شدن میزان گرما سختی خود را بدست می آورند و تغییرات شیمیایی در آنها صورت نمی گیرد و بعد از تزریق، شکل محفظه قالب را به خود می گیرد.
در قالب گیری تزریقی پلاستیک ماده ترموپلاست گرم محفظه قالب را پر می کند در این روش ماده ترموپلاست گرم و محفظه قالب سرد است که پس از تزریق مواده به شکل و فرم قالب در می آید و سخت می شود.
از دیدگاه دیگر مواد ترموپلاست به موادی گفته می شود که پس از یک یا چند بار مصرف در فرآیند تولید دوباره قابل استفاده می باشد. این مواد به شکل دانه یا پودر در ماشین تزریق ریخته می شود.
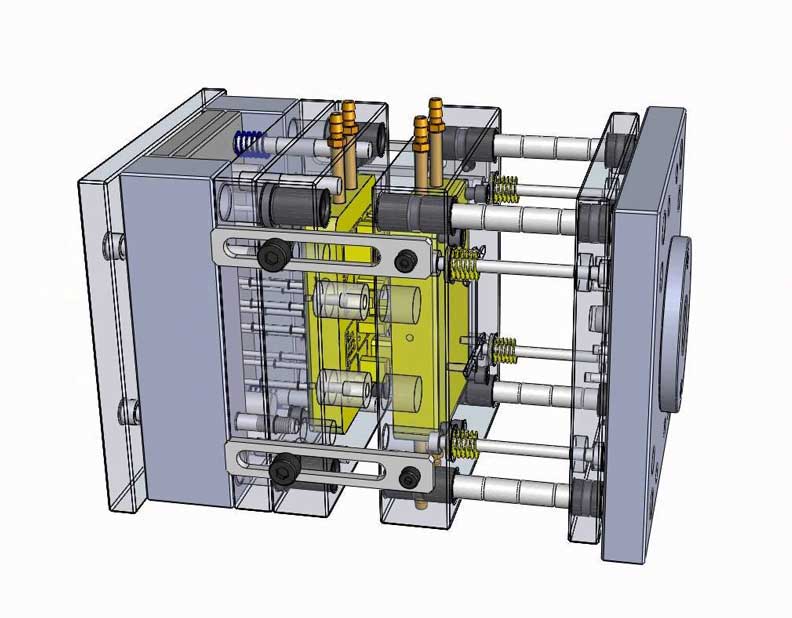
ساختمان قالب های تزریقی:

قالب های پلاستیک ازنظر کلی به دونوع تقسیم می شوند:
1- قالب های تزریق پلاستیک با راهگاه سرد
2- قالب های تزریق پلاستیک با راهگاه گرم
و نیز از نظر ساختمانی بر دونوع می باشند:
1- قالب های تزریق پلاستیک دو صفحه ای
2- قالبهای سه صفحه ای که تعداد صفحات قالب و خط جدایش آن ها بر اساس عواملی ماند تعداده حفره های قالب، شکل قطعه پلاستیکی، نوع ماشین تزریق،نوع مواد مصرفی و سیستم خروجی هوا و … تعیین می شوند اصولاً در هر قالب تزریقی دو بخش اصلی وجود دارد:
الف- بخش ثابت قالب (نیمه ثابت) که در این نیمه مواد گرم تزریقی پلاستیک تزریق می شوند.
ب- بخش متحرک (نیمه محرک) که رد قسمت متحرک ماشین تزریق بسته می شوند و سیستم و مکانیزم بیرون اندازی قطعات اکثرادر آن قرار دارد.
تعیین تعداد حفره ها و محفظه های قالب از نکات مهم طراحی قالب های تزریقی می باشد و قالب های پلاستیک در این زمینه بر ۲ نوع هستند:
۱- قالب های تزریق پلاستیک تک حفره ای
۲- قالب های تزریق پلاستیک چند حفره ای
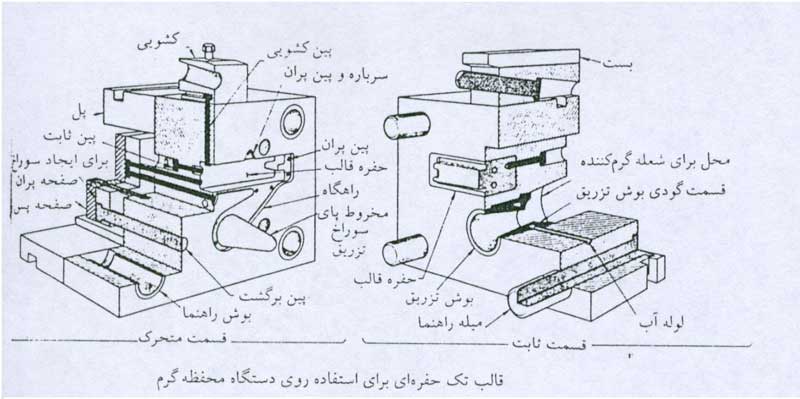
قالب های تزریق پلاستیک تک حفره ای:
در مواردی از قالب های تک حفره ای استفاده می شوند که مقدار تولید قطعه پلاستیکی محدود می باشند؛ بنابراین طراحی و ساخت قالب های تک حفره ای از نظر زمان ساخت و مسائل اقتصادی – ارزان تر تمام خواهد شد.
قالبهای تزریق پلاستیک چند حفره ای:
اگر تعداد فرآورده های تولیدی زیاد باشد، بالاخص در مواردی که قطعه هم کوچک باشد از روش طراحی و ساخت قالب های تزریق پلاستیک چند حفره ای استفاده می شود.

قالب های پلاستیک های ترموست (باکالیت):
گروه پلاستیک های ترموست یا باکالیت یا گرما سخت ها که این گروه بر اثر حرارت دیدن سخت می شوند و باعث تغییرات شیمیایی در این مواد می شوندکه برآنها ترموست یا باکالیت می گویند.
در این روش قالب در حالت سرد می باشند و مواد نیز سرد است و بعد از تغذیه، قالب را تحت حرارت قرار می دهند و مواد شکل وفرم محفظه قالب را به خود می گیرد و سخت می شود.
پلاستیک های ترموست یا دورپلاست ها تحت تاثیر فشار و حرارت c 170 تولید می شوند. ابتدا نرم شده و به حالت پلاستیک درمی آیند ولی بعد از مدتی سخت می شوند و خصوصیت اصلی این مواد آن است که پس از سخت شدن مجداً قابل نرم شدن و استفاده مجدد نیستند و در هیچ نوع ماده ضلالی قابل حل نمی باشند و پس از سخت شدن، تغییرات شیمیایی مهمی درآنها روی می دهد.
انواع قالبهای مواد ترموست (باکالیت)
در روش قالبگیری مواد ترموست، مواد درمحفظه قالب به مرور گرم و حرارت می بینند و بعد به داخل قالب گرم تغذیه می شوند و این مواد نرم شده شکل و فرم حفره و محفظه های قالب را ه بر اثر فشار قالب می گیرد و بر اثر تغییرات شیمیایی خنک و به بیرون قالب انداخته می شوند.
قالب گیری مواد ترموست با سه روش مشخص صورت می گیرد، البته از روش های دیگری مانند حدیده ای و … استفاده می شود.
۱- قالب گیری انتقالی
2- قالب گیری تحت فشار
3- قالب گیری تحت فشار پیستون
1- قالب گیری انتقالی:
در این روش مواد از درون یک یا چند کانال، تحت فشار از میان محفظه بازدهی به داخل حفره قالب تزریق می شوند وقالب قبل از شروع کار جفت و بسته می شود.
۲- روش قالب گیری تحت فشار:
در روش قالب گیری تحت فشار پودر یا ساچمه ها یا قرص ها مواد در محفظه قالب ریخته می شود وبا بسته شدن قالب، تحت فشار و حرارت فرم قطعه دلخواه را می گیرد.
۳- روش قالب گیری تحت فشار پیستون:
در روش قالب گیری تحت فشار پیستون مواد ترموست تحت فشار پیستون که شکل رویه قطعه کار را می سازد به درون محفظه و حفره قالب وارد می شود و تحت فشار وحرارت فرم لازم را می گیرد.
فرآیند دایکاست:

در فرآیند دایکاست، مواد مذاب (که می توانند موادی مانند آلومینیوم و مس و غیره باشند) تحت فشار معینی به محفظه قالب هدایت می شود و با استفاده از این روش، قطعاتی با دقت بالا و فرم های پیچیده و تمیز را می توان تولید نمود معمولاً بعد از تولید احتیاج به عملیات دیگری مانند ماشین کاری و پرداخت کاری نمی باشد و فقط باید پلیسه و قطعات زاید را دور نمود.
از مزایای روش ریخته گری تحت فشار و دایکاست می توان به موارد ذیل اشاره کرد:
۱- تولید قطعات دقیق با فرم های پیچیده
۲- ساخت قطعات با دیواره های نازک و باریک
۳- پرداخت کاری سطح خوب قطعات و صافی آنها
۴- عدم نیاز به ماشین کاری بعد از تولید
۵- استحکام قطعات در اثر سرعت سرد شدن
۶- دقت ماهیچه گذاری در قالب های دایکاست
۷- تولید انبوه در مرحله تولید بدلیل عمر و استحکام زیاد این قالب ها

فرآیند اکستروژن
مکانیزم کلی اکستروژن عبارت از یک مارپیچ که حرکت خود را از یک موتور و گیربکس می گیرد و در سیلندری که به وسیله گرمکن های خارجی گرم می شود حرکت می کند و مواد پلاستیکی بصورت دانه از قیف داخل دستگاه ریخته می شود. بعد از ذوب شدن مواد و با فشار از دورن فرم قالب عبور کرده و به مرور که سرد شد شکل فرم قالب را به خود می گیرد اشکال مختلف قطعات پلاستیکی در حالتهای توخالی و توپر را با این روش تولید می نمایند.
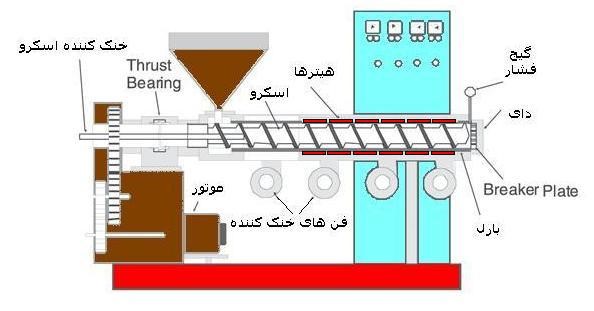
مواد پلاستیکی به صورت پودر یا دانه (گرانول) در قیف دستگاه ریخته می شود مواد نرم و حرارت داده شده توسط مارپیچ و المنت های دور سیلندر حالت ذوب گرفته و از داخل سوراخی (فرمی) که شکل مقطع محصول تولیدی را دارد با فشار خارج می شود و بعد از خنک شدن فرم وحالت سوراخ (قالب) را می گیرد که برای تولید قطعاتی مانند سیم ها، میله ها، لوله ها، ورق هاو … استفاده می شود.

طراحی قالب
پس از معرفی انواع قالبها به بررسی تک تک مراحل ساخت قالب می پردازیم، برای ساخت یک قالب مرحله اول طراحی قالب ها می باشد.
انواع مختلف قطعه وجود دارد، شکل این قطعات اساس و پایه ای برای طراحی قطعه می باشند باید متذکر شد که طراحی قطعه ی مورد نظر قبل از طراحی قالب انجام می پذیرد و شامل محاسبات منحصر به خود است، طراحی قطعات شامل موارد زیر می باشد.
۱- فرورفتگی ها و برآمدگیها (گروه ماهی ها)
۲- فرورفتگی ها و برآمدگیها در اطراف سوراخ
۳- لبه های خم
۴- تلورانس
۵- برش سوراخها
۶- سوراخهای راست
۷- سوراخهای بیرون زده
۸- رابطه سوراخها با خم ها
۹- شکاف ها (فاق ها)
۱۰- خم ها و لوله ها
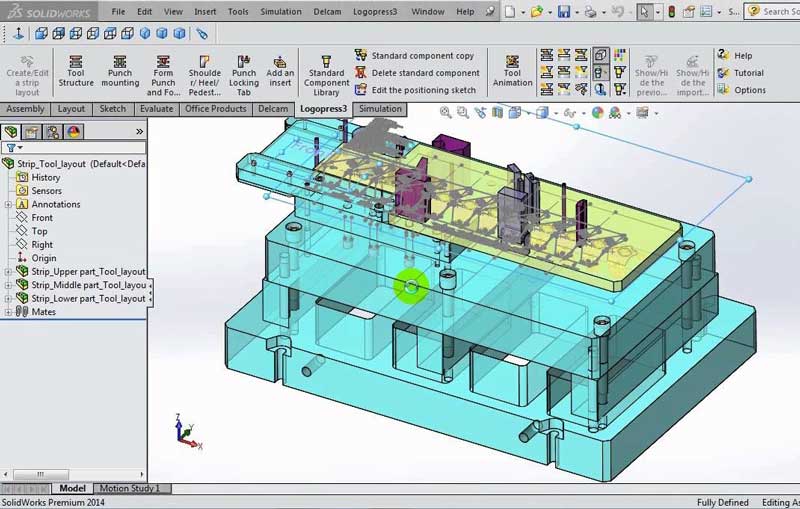
بعد از طراحی قطعه باید شروع به طراحی قالب نمود. طراح بر حسب اطلاعات و تجربیات خویش و استفاده از الگوهای خاص اقدام به طراحی ذهنی از قالب مورد نظر و سیل آوردن آن بر روی کاغذ و کنترل تک تک موارد می نمایند سپس اقدام به نقشه های تشریحی از قالب مورد نظر را می نمایند و با احتساب تفکیک قسمتهای مختلف قالب آنها را به واحد ماشین کاری ارجاع می دهد.
کلیه محاسبات از قبیل تحمل فشار، تنفس، حدگسیختگی، خمش، مقاومت در شرایط بحرانی از قبیل گرما، سرما، ضربه و دیگر عوامل کاری در شول وظایف طراح قالب و عوامل کنترلی می باشد لازم به ذکراست که طراحی انواع قالبها متفاوت می باشد که طراح باید اشراف کامل به انواع قالب و طراحی آنها داشته باشد.
جنس قالب های پلاستیک

پس از اینکه قالب به صورت تئوری یعنی با استفاده از فرمول و نقشه آماده شد، نوبت به ساخت عمقی قالب می رسد اما قبل از ساخت مراحل دیگری نیز وجود دارد که عبارتند از انتخاب مواد و جنس قالب که برحسب نوع قطعه ای که در نهایت مطلوب می باشد تعیین می شود.
انتخاب فلز برای کاربرد خالص به ویژگی های خود قطعه مورد نظر، هزینه ساخت آن و دسترس پذیری فلز بستگی داد. ضابطه های فنی قطعات با هم فرق می کند ممکن است در مورد قطعه ای داشتن استحکام و در مورد قطعه ای دیگر، جلوه ظاهری شرط اول باشد.
برای مثال برای قالب های برش، سمبه ماتریس قالب برش می باید از فولادی با کربن بالاتر (سخت تر) و قالبیت آبگیری استفاده گردد؛ مانند Spk
دلیل استفاده از فولادهای سردکار برای قالب های برش داشتن قالبیت آبگیری تا نمد با حداقل تابیدگی می باشد و این خصوصیت باعث مقاومت در برابر ضربه و سختی بسیار بالا می شود، فولادی که برای قالب های برش استفاده می شود بر حسب ضخامت ورق که می برد بین ۶۰ تا ۵۶ RC سختی داشته باشد.
یا در مثالی دیگر فولادی که برای قالب های پلاستیک استفاده می شود می باید دارای قالبیت پوشش بالا باشد، لذا وجود کرم با درصد بالا در آن فولاد لازم می باشد دلیل انتخاب این نوع فولاد این قالبها، صافی سطح بالا برای قطعه پلاستیک و جدایش آسان قطعه از سطح قالب می باشد.
برآورد هزینه ها – توجیه اقتصادی – بهره وری قالب

نکته بسیار مهم و قابل توجه در تک تک مراحل و فرآیندهای قالبسازی توجیه اقتصادی می باشد. برآورد هزینه های ساخت قالب از قبیل مواد، ساخت و دیگر عوامل ارتباط مستقیم با تعداد قطعه تقاضا دارد.
بدین ترتیب که قطعات با تیراژ کم در صورتی که امکان تولید آن قطعه به صورت دستی یا روش غیر از داشتن قالب داشته باشد بهتر از ساخت قالب اجتناب گردد در غیر این صورت ساخت قالب لازم است.
نکته مهمی که در قالبسازی مطرح است بحث بهره وری است برای مثال میزان کیفیت مورد نظر بیانگر تعداد حفره ها در قالب های پلاستیک می باشد, بطوری که قالبی با یک حفره در خیلی از موارد حتی جوابگوی برق و استحکاک و نیروی انسان دستگاه تزریق نیز نمی باشد در صورتی که همان قالب با تعداد حفره های بیشتر می تواند مطلب فوق کاملاً تغییر دهد.
ساخت قالب پلاستیک
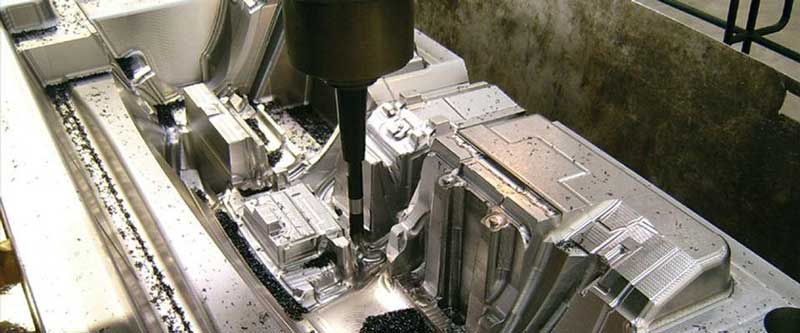
اما آخرین مرحله برای تولید یک قالب ساخت قالب می باشد. ساخت قالب پلاستیک با تعیین زمان کاری، نوع ماشین ابزار مورد نیاز و نیروی متخصص انجام می گیرد. باید کلیه اجزاء قالب از نظر زمان کاری مورد بررسی قرار گیرد تا زمان مشخص ساخت قالب بطور تقریب تعیین گردد.
در مرحله بعد تعیین انواع ابزار مورد نیاز جهت ماشین کاری مناسب قطعات قالب محیا گردد.
ماشین ابزارهای مورد نیاز جهت ساخت قالب ها بطور معمول عبارتند از:
ماشین تراش- ماشین فرز- دریل- اسپارک
پس در ساختن تک تک اجزاء قالب در واحد ماشین کاری کلید قطعات آماده مونتاژ می باشد.
در واحد مونتاژ پس از کنترل ابعادی قطعات و دقت در تلرانس های مورد درخواست در نمد قالب سر هم می گردد.
پس از مونتاژ و آماده سازی نهایی قالب مرحله آخر تست قالب و نمونه گیری است.
پس از کنترل قطعه آزمایشی در صورت داشتن اشکال در قالب پلاستیک آماده شده جهت اصلاح به واحد ماشین کاری بر می گردد.